Présentation du produit
Un tunnel de congélation est un équipement industriel permettant une congélation continue grâce à une structure en forme de tunnel. Il est principalement utilisé pour la transformation par lots à basse température dans les industries agroalimentaire, pharmaceutique et autres. Grâce au transport des matériaux par bande transporteuse et à la circulation d'air à basse température, il assure une congélation uniforme des matériaux pendant le transport. Il se caractérise par un rendement élevé, une grande stabilité et un haut niveau d'automatisation, idéal pour la production sur chaîne de montage à grande échelle.
Paramètre du produit
| Nom du produit | Tunnel de congélation |
| Boîtier isolé | PIR/PU, panneau double face en acier inoxydable |
| Panneau de contrôle | Écran tactile PLC, panneau SS |
| Réfrigérant | Fréon, ammoniac, CO₂ |
| Évaporateur | Tube Al/SS, ailette en aluminium, pas d'ailette variable |
| Décongeler | Eau/chaude/ADF en option |
| Temps de congélation/refroidissement | Fréquence variable réglable en continu |
| Temps de gel | 4 à 40 minutes |
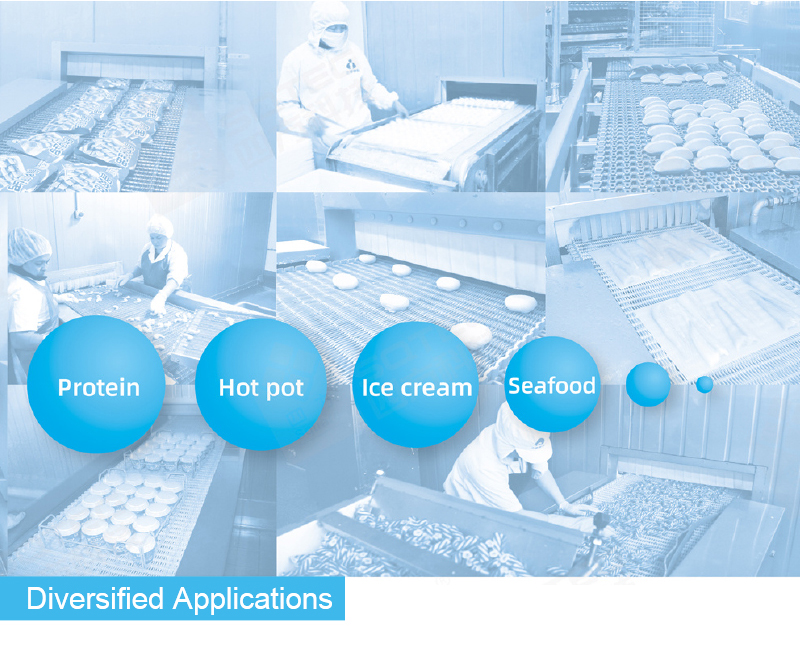
Application
• Transformation des aliments : morceaux de viande (porc, bœuf, mouton), produits aquatiques (crevettes/poissons/crustacés), plats préparés surgelés (raviolis/baozis), crème glacée/glaces, ingrédients de boulangerie (pâte/crème).
• Logistique de la chaîne du froid : congélation des aliments pré-fabriqués en cuisine centrale, prétraitement du stockage des aliments frais en e-commerce, pré-refroidissement des grands entrepôts frigorifiques.
• Produits pharmaceutiques et chimiques : Stockage à basse température de préparations biologiques, congélation et solidification de matières premières chimiques (configuration antidéflagrante disponible pour personnalisation).
Avantages du produit
1. Production continue à haute efficacité :
Un fonctionnement ininterrompu 24 heures sur 24, associé à une production à la chaîne, peut améliorer considérablement l'efficacité de la réfrigération et réduire les coûts de main-d'œuvre.
2. Qualité de congélation uniforme :
Le champ de température stable à l'intérieur du tunnel et la haute consistance de la congélation des matériaux peuvent éviter d'endommager les cellules et préserver le goût et la nutrition des aliments, adaptés au contrôle de qualité standardisé.
3. Optimisation énergétique :
La réfrigération centralisée couplée à la technologie d'entraînement à fréquence variable (VFD) permet de réaliser des économies d'énergie de 15 à 20 % par rapport aux systèmes conventionnels.
4. Personnalisation flexible :
Le type de bande transporteuse, la largeur du tunnel et la direction du flux d'air (convection de haut en bas/gauche et droite) peuvent être personnalisés en fonction de la taille du matériau (comme le bloc, la particule, l'emballage), et le temps de congélation, la température et la distribution du flux d'air peuvent également être ajustés en fonction des caractéristiques du produit.
5. Entretien et nettoyage faciles :
La conception structurelle modulaire permet le nettoyage de l'évaporateur amovible, conforme aux normes de sécurité alimentaire HACCP.
Affichage détaillé
Concepteur, fabricant et fournisseur leader d'excellentes solutions de refroidissement et de refroidissement pour la dinde depuis 2007.
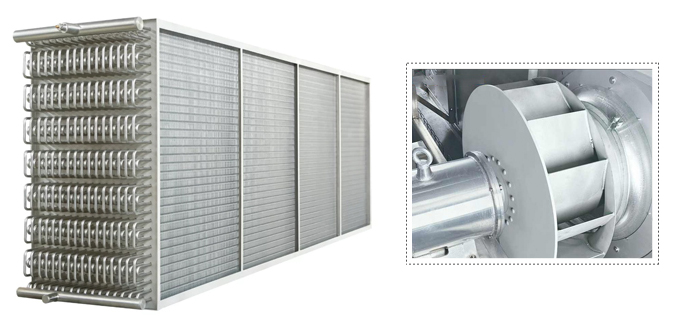
1. Conception structurelle :
Le corps principal est une longue chambre tunnel en acier inoxydable avec une bande transporteuse de qualité alimentaire (bande en maille/plaque de chaîne/bande en spirale) à l'intérieur, prenant en charge le transport continu des matériaux.
Un ventilateur centrifuge performant est conçu pour répondre aux exigences de grands volumes et de vitesses d'air élevées. Sa structure est conçue pour un nettoyage et un entretien aisés. Son moteur entièrement étanche assure un fonctionnement fluide et une durée de vie prolongée.
Le système de dégivrage à air élimine rapidement le givre des surfaces des ailettes de l'évaporateur pendant le fonctionnement du congélateur, maintenant ainsi des performances ininterrompues et prolongées du congélateur, diminuant l'accumulation de givre dans l'évaporateur et améliorant la productivité.
La conception de l'évaporateur est modélisée à l'aide d'un logiciel européen professionnel pour échangeurs de chaleur. Tous les tubes sont expansés hydrauliquement plutôt que mécaniquement, ce qui augmente la surface des ailettes, prolongeant ainsi le cycle de givrage et facilitant l'accès et le nettoyage. L'échangeur de chaleur est ainsi plus performant grâce à une expansion plus uniforme et à une étanchéité tube-ailette plus étanche. Le pas variable des ailettes permet de retarder l'accumulation de givre sur le tube.
2: Système de contrôle intelligent interactif HM
Système de contrôle intelligent interactif HM avec écran tactile PLC, interface conviviale et utilisation simple, permettant la surveillance en temps réel des paramètres de fonctionnement et des programmes de congélation prédéfinis. Affichage en temps réel de l'état de fonctionnement de l'équipement, de la température de chaque zone et des alarmes de panne. Programmes de congélation prédéfinis adaptés à différents produits. Module de dépannage à distance en option.
• Principe de fonctionnement :
Les matériaux sont transportés à vitesse constante dans le tunnel par le convoyeur à bande. L'air à basse température (-30 °C à -40 °C), entraîné par des ventilateurs, entre en contact direct avec la surface du matériau, assurant une congélation progressive par conduction thermique et convection. Le processus de congélation peut fonctionner en continu pendant 24 heures sans intervention manuelle.
3. Matériaux et sécurité :
La coque extérieure est en acier inoxydable 304, avec une paroi intérieure lisse pour un nettoyage facile, conforme aux normes d'hygiène de qualité alimentaire.
* Équipé d'une protection contre les surcharges, d'une protection contre les fuites et d'alarmes d'anomalie de température.
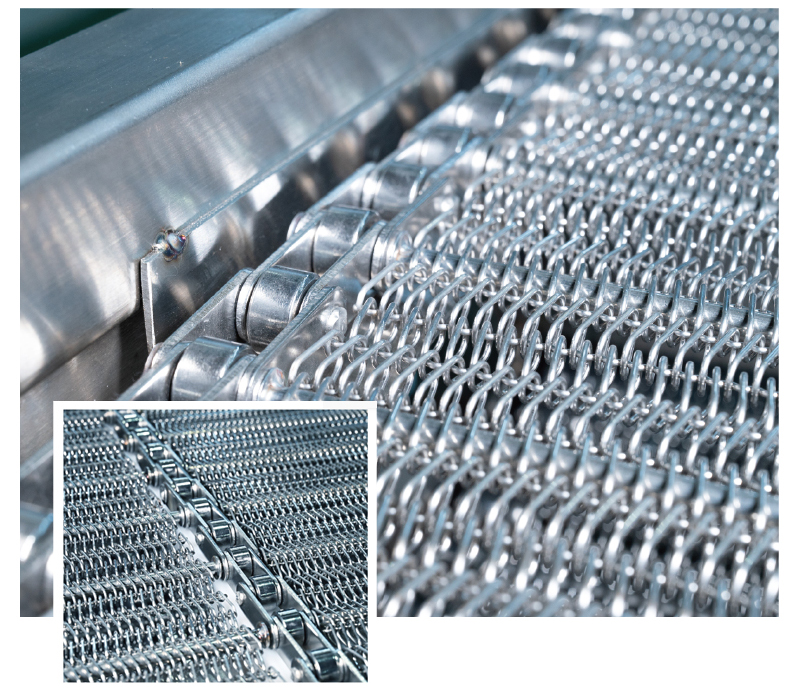
* Bande transporteuse en acier inoxydable : Fabriquée en treillis métallique à ressorts SUS304 de qualité alimentaire, cette bande haute résistance offre une durée de vie de 8 à 10 ans. Sa conception ouverte (largeur de 400 à 1 372 mm) facilite le nettoyage et assure une excellente ventilation. Un protège-bords optionnel empêche les déversements de produit tout en garantissant une efficacité opérationnelle élevée.
À propos d'ICESTA
20 ans de dévouement dans la technologie de fabrication de glace pour créer l'excellence.
Shenzhen Brother Ice System Co., Ltd. (marque ICESTA), un fabricant de machines à glace bien connu et leader de l'industrie et pionnier en Chine. Le produit couvre la machine à glace en flocons / glace en blocs, la glace en tubes / glace en suspension / glace en plaques / machines à glace en cubes, l'eau
refroidisseurs, congélateurs à plaques/spirales/à air pulsé, système automatique de stockage et de distribution de glace avec système de glace en conteneur intégré, machine à neige artificielle, etc.
Expériences et histoire :
20 ans d'expérience en équipe axée sur des solutions innovantes dans le domaine de la technologie de la glace et du refroidissement.
Fabricant professionnel depuis 17 ans, fournisseur d'excellents projets de glace et de refroidissement clé en main.
Statut de l'industrie et réputation :
* TOP 3 des marques de machines à glace industrielles chinoises avec une forte capacité de R&D
* Usine de 20 000 m²
* Certificats ISO 9001, CE, PED, ASME (États-Unis), etc.
Capacité technologique et de gestion :
* Plus de 80 brevets Certificats
* Certificat d'entreprise de haute technologie
Services et réseau mondial :
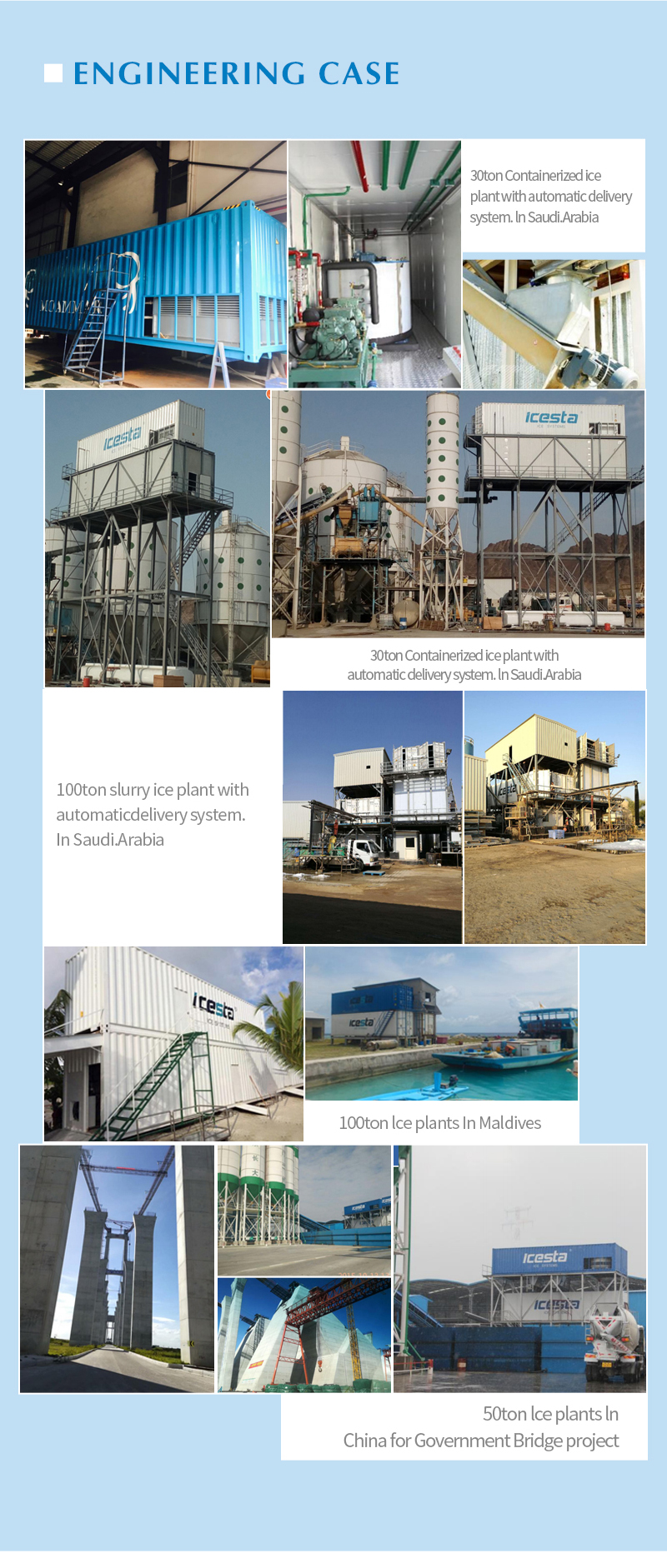
* Exportation vers plus de 80 pays
* Service local dans plus de 50 pays avec des réseaux partout dans le monde.
* Une garantie de 1 à 2 ans couvre chaque composant.